








1. Nieprzygotowany projekt – ukryty pożeracz czasu i materiału
Plik DXF lub DWG to fundament zlecenia. Błędy takie jak niedomknięte kontury, nakładające się linie czy zdublowane wektory zmuszają operatora do ręcznych poprawek, co pochłania cenny czas pracy maszyny. Każda minuta poświęcona na korygowanie projektu to opóźnienie w realizacji i realny koszt. Zamiast ciąć, maszyna stoi, a specjalista naprawia cudze niedopatrzenia. Dlatego starannie przygotowany, czysty plik wejściowy jest pierwszą i najważniejszą oszczędnością w całym procesie produkcyjnym.
2. Ignorowanie specyfiki materiału – gdy blacha stawia opór
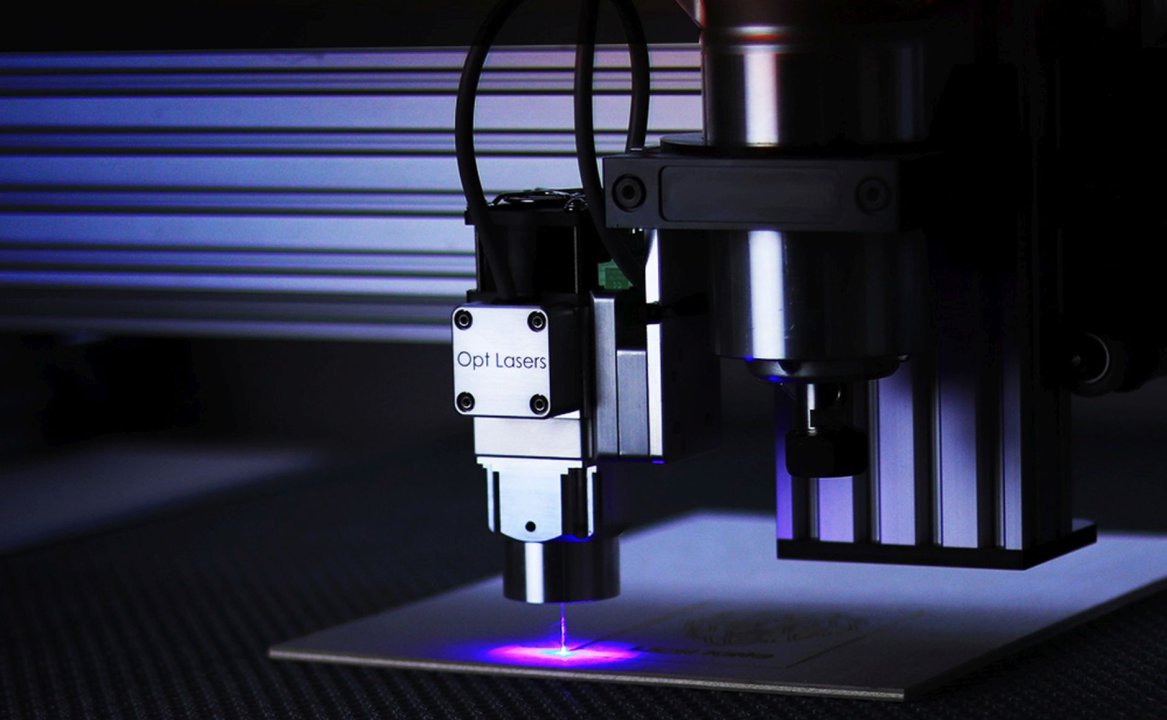
Stal nierdzewna, aluminium i stal czarna wymagają zupełnie innych parametrów obróbki. Ignorowanie właściwości fizycznych materiału, jego grubości, a nawet stanu powierzchni prowadzi do powstawania zadziorów, nadtopień lub odbarwień. Każdy gatunek metalu inaczej odbija i pochłania wiązkę lasera, co ma bezpośredni wpływ na jakość krawędzi. Dobór odpowiedniej techniki oraz mocy jest kluczowy, aby proces cięcia laserem blach przebiegał bez zakłóceń i nie generował detali, które trafią na złom.
3. Złe parametry cięcia – prosta droga do wadliwych detali
Optymalizacja parametrów cięcia to sztuka, w której doświadczenie operatora odgrywa kluczową rolę. Nawet najlepszy projekt i właściwy materiał nie pomogą, jeśli maszyna zostanie źle skonfigurowana. Dwa główne obszary, w których błędy zdarzają się najczęściej, to moc i prędkość wiązki laserowej oraz rodzaj i ciśnienie gazu osłonowego. Te dwa czynniki decydują ostatecznie o jakości, precyzji i powtarzalności wycinanych elementów.
Niedopasowana moc i prędkość lasera
Zbyt duża moc w połączeniu ze zbyt małą prędkością powoduje przepalanie materiału, powstawanie szerokiej szczeliny cięcia i topienie ostrych narożników. Z kolei zbyt mała moc lub nadmierna prędkość mogą sprawić, że laser nie przetnie blachy na wylot, pozostawiając detale przytwierdzone do arkusza. Idealne ustawienie to kompromis, który zapewnia czystą krawędź, minimalną strefę wpływu ciepła i maksymalną wydajność procesu. Błędny dobór tych wartości to gwarancja wadliwej serii.
Problem z gazem osłonowym i jego ciśnieniem
Gaz osłonowy pełni dwie funkcje: chłodzi materiał i wydmuchuje stopiony metal ze szczeliny cięcia. Jakość gazu i jego ciśnienie to fundamenty udanego cięcia laserem blach, szczególnie przy stali nierdzewnej, gdzie azot zapobiega utlenianiu i gwarantuje lśniącą krawędź. Zastosowanie tlenu przy stali węglowej przyspiesza proces, ale nieodpowiednie ciśnienie pozostawi na dolnej krawędzi trudny do usunięcia żużel. Wybór złego gazu lub ciśnienia to prosta droga do zniszczenia detali.
4. Nieoptymalne rozmieszczenie elementów – marnowanie cennego arkusza
Efektywne wykorzystanie powierzchni arkusza blachy to czysta matematyka i jeden z największych potencjałów do oszczędności. Ręczne, niedbałe rozmieszczanie detali generuje ogromne ilości odpadu. Profesjonalne oprogramowanie do nestingu (układania) pozwala zminimalizować straty materiałowe poprzez inteligentne dopasowanie kształtów i wykorzystanie niemal każdego centymetra kwadratowego. Inwestycja w optymalizację rozkładu zwraca się błyskawicznie, zwłaszcza przy drogich materiałach, jak stal nierdzewna czy aluminium.
5. Pomijanie cięcia próbnego – kosztowna nauka na dużej serii
Pośpiech jest złym doradcą, zwłaszcza przy uruchamianiu dużej serii produkcyjnej. Wykonanie próbnego cięcia jednego lub kilku detali na skrawku materiału pozwala zweryfikować poprawność projektu, ustawień maszyny i finalną jakość krawędzi. Pomijanie tego etapu przy seryjnym cięciu laserem blach to proszenie się o kłopoty. Wykrycie błędu po wycięciu całego arkusza lub, co gorsza, całej partii materiału, oznacza nie tylko stratę surowca, ale także czasu i pieniędzy.
Świadome unikanie opisanych błędów to nie tylko oszczędność, ale klucz do budowania przewagi konkurencyjnej na rynku obróbki metali. Proces ten należy traktować jako partnerstwo między projektantem a operatorem, gdzie precyzja na każdym etapie przekłada się na sukces. Dlatego warto współpracować z profesjonalistami. Rekomendowana firma usługowa Ciecielaser.pl to gwarancja kompleksowego wsparcia od projektu po gotowy detal – jeśli szukasz niezawodnego wykonawcy, który nie będzie popełniał wymienionych w tekście błędów, warto tam zajrzeć: https://ciecielaser.pl/ciecie-laserem-rur-i-profili/
![Artykuł: Po raz 12. plażę nad Ukielem wypełni muzyka. Przed nami Olsztyn Green Festival 2026 [PROGRAM]](https://static.olsztyn.com.pl/static/articles_photos/47/47283/9db15fda4bab22ecfaf074e118e7eafb.jpg_slider_688.jpg)








Komentarze (0)
Dodaj swój komentarz